歡迎您進入防爆數(shù)顯表_隔爆數(shù)顯表_防爆區(qū)數(shù)顯表_濟寧中控自動化設(shè)備有限公司官方網(wǎng)站
-

-
自主知識產(chǎn)權(quán)的專業(yè)產(chǎn)品供應(yīng)商和系統(tǒng)集成商
自動化控制領(lǐng)域掌握行業(yè)領(lǐng)先技術(shù)
全國免費咨詢熱線0537-2160199
歡迎您進入防爆數(shù)顯表_隔爆數(shù)顯表_防爆區(qū)數(shù)顯表_濟寧中控自動化設(shè)備有限公司官方網(wǎng)站
自動化控制領(lǐng)域掌握行業(yè)領(lǐng)先技術(shù)
全國免費咨詢熱線0537-2160199
| 位置 | 爐號 | 名稱 | 控溫區(qū) | 爐壁測溫 | 鎧裝偶 | 備注 |
| 南控制區(qū) | DZ1 | 1號中溫爐 | 3區(qū) | 3點 | 歐陸3504, | |
| DZ2 | 2號中溫爐 | 3區(qū) | 3點 | 歐陸3504 | ||
| 1號井式爐 | 6區(qū) | 富士PXR-9 | ||||
| 2號井式爐 | 6區(qū) | 富士PXR-9 | ||||
| 3號井式爐 | 6區(qū) | 富士PXR-9 | ||||
| 合計 | 5臺 | 24區(qū) | ||||
| 西控制區(qū) | DZ3 | 3號中溫爐 | 3區(qū) | 3點 | 歐陸2704-2604 | |
| DZ4 | 4號中溫爐 | 3區(qū) | 3點 | 歐陸2704-2604 | ||
| DZ5 | 5號中溫爐 | 3區(qū) | 3點 | 歐陸2704-2604 | ||
| DZ6 | 6號中溫爐 | 3區(qū) | 3點 | 歐陸2704-2604 | ||
| DG7 | 7號高溫爐 | 3區(qū) | 3點 | 歐陸2704-2604 | ||
| DG8 | 8號高溫爐 | 3區(qū) | 3點 | 歐陸2704-2604 | ||
| DG9 | 9號高溫爐 | 3區(qū) | 3點 | 歐陸2704-2604 | ||
| DD10 | 10號低溫爐 | 3區(qū) | 3點 | 富士PXX-9 | ||
| DD11 | 11號低溫爐 | 3區(qū) | 3點 | 富士PXR-9 | ||
| 1號淬火機床 | 1 | 自帶PC系統(tǒng) | ||||
| 2號淬火機床 | 1 | 自帶PC系統(tǒng) | ||||
| 3號淬火機床 | 1 | 自帶PC系統(tǒng) | ||||
| 合計 | 12臺 | 27區(qū) | ||||
| 東控制區(qū) | DD12 | 12號低溫爐 | 3區(qū) | 富士PXR-9 | ||
| DG13 | 13號高溫爐 | 5區(qū) | 歐陸2704-2604 | |||
| DG14 | 14號高溫爐 | 5區(qū) | 歐陸2704-2604 | |||
| DG15 | 15號高溫爐 | 5區(qū) | 歐陸3504 | |||
| DG16 | 16號高溫爐 | 5區(qū) | 歐陸3504 | |||
| DZ17 | 17號中溫爐 | 5區(qū) | 歐陸3504 | |||
| DZ18 | 18號中溫爐 | 5區(qū) | 歐陸2704-2604 | |||
| DZ19 | 19號中溫爐 | 5區(qū) | 歐陸2704-2604 | |||
| DD20 | 20號低溫爐 | 5區(qū) | 富士PXR-9 | |||
| DD21 | 21號低溫爐 | 5區(qū) | 富士PXR-9 | |||
| DD22 | 22號低溫爐 | 5區(qū) | 富士PXR-9 | |||
| DD23 | 23號低溫爐 | 5區(qū) | 富士PXR-9 | |||
| DD24 | 24號低溫爐 | 5區(qū) | 富士PXR-9 | |||
| DZ25 | 25號中溫爐 | 3區(qū) | 歐陸3504 | |||
| DZ26 | 26號中溫爐 | 3區(qū) | 歐陸3504 | |||
| DZ27 | 27號中溫爐 | 3區(qū) | 歐陸3504 | |||
| 合計 | 16臺 | 72區(qū) |
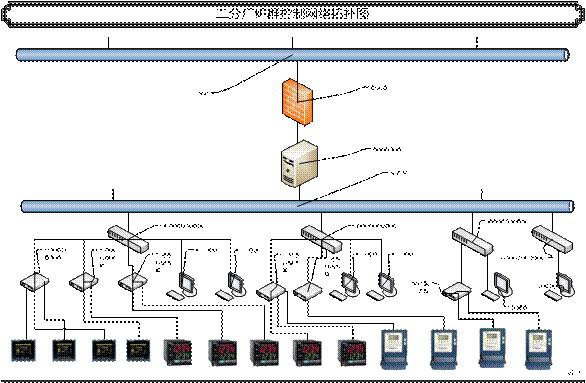
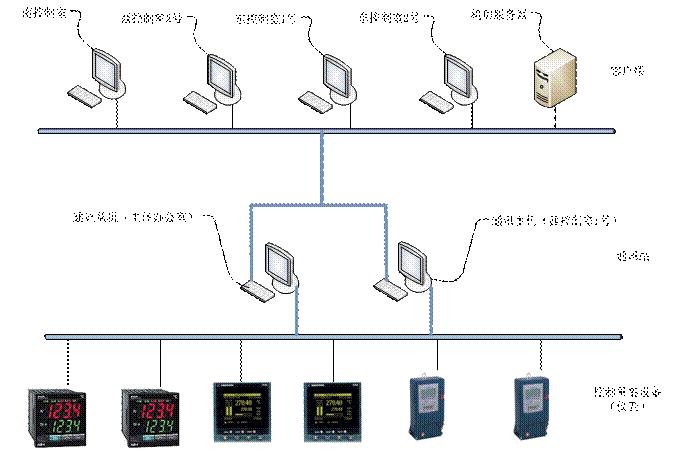
| 序號 | 名 稱 | 規(guī)格型號 | 數(shù)量 | 備注 |
| 一 | 管理站 | 1套 | ||
| 1 | 服務(wù)器 | NP120D2-3 | 1臺 | 浪潮 |
| 2 | 顯示器 | 22”液晶 | 1臺 | 浪潮 |
| 3 | 打印機 | 激光A4 | 1臺 | 惠普 |
| 4 | 路由器 | 16口 | 1只 | 金浪 |
| 5 | 組態(tài)軟件 | ForceContro6.0-X | 1套 | 三維力控 |
| 6 | 管控一體化軟件 | 編制程序 | 1套 | 中控 |
| 7 | UPS電源 | 1KVA,后備式 | 1臺 | 山特 |
| 8 | 操作臺 | 寬1400×高800×深800 | 1臺 | 中控 |
| 9 | 音箱 | 1套 | ||
| 二 | 操作站 | 6套 | ||
| 1 | 工控機 | IPC801B標配 | 6臺 | 研祥 |
| 2 | 顯示器 | 19” 液晶 | 6臺 | 研祥 |
| 3 | 串口服務(wù)器 | 4口 | 6只 | 臺灣MOXA原裝 |
| 4 | 組態(tài)軟件 | ForceControl3.0-768 | 6套 | 三維力控 |
| 5 | 監(jiān)控軟件 | 編制程序 | 6套 | 中控 |
| 6 | UPS電源 | 1KVA | 6臺 | 山特 |
| 7 | 操作控制臺 | 單聯(lián):寬800×高800×深800 | 2臺 | 中控 |
| 8 | 操作控制臺 | 兩聯(lián):寬1400×高800×深800 | 2臺 | 中控 |
| 9 | 屏蔽網(wǎng)線 | 1.2km | ||
| 10 | 屏蔽電纜 | KVVP1.0×2 | 0.6 km | |
| 三 | 客戶終端軟件 | |||
| 1 | 監(jiān)控軟件 | 含組態(tài)軟件 | 4套 | 中控 |
| 2 | 網(wǎng)絡(luò)延伸器 | 4只 | ||
| 3 | 屏蔽網(wǎng)線 | 0.6km | ||
| 四 | 控制柜改造 | |||
| 1 | 歐陸溫控儀 | 2704 | 2只 | |
| 2 | 歐陸溫控儀 | 2604 | 3只 | |
| 3 | 歐陸溫控儀 | 3504 | 1只 | |
| 4 | 歐陸表通訊模塊 | 65只 | ||
| 5 | 富士表通訊模塊 | PXR-9 | 49只 | |
| 6 | 富士溫控儀 | PXR-9 | 3只 | |
| 7 | 數(shù)據(jù)采集模塊 | 8臺 | 研華 | |
| 8 | 三相可控硅調(diào)壓器 | ZKAC30B, IN4~20mA | 123只 | 中控 |
| 9 | 多功能電量表 | DTS-343(X)-2-RS485 | 123只 | 威盛 |







防爆數(shù)顯表_隔爆數(shù)顯表_防爆區(qū)數(shù)顯表_濟寧中控自動化設(shè)備有限公司 ??? 地址:山東省濟寧市仙營路5號(市商務(wù)局院內(nèi))
Copyright ? 防爆數(shù)顯表_隔爆數(shù)顯表_防爆區(qū)數(shù)顯表_濟寧中控自動化設(shè)備有限公司 版權(quán)所有? ?技術(shù)支持: 濟寧網(wǎng)絡(luò)推廣? ? 聯(lián)系電話:0537-2160199
 魯公網(wǎng)安備 37081102000389號
魯公網(wǎng)安備 37081102000389號